Wiki der Zerspanung
Tauchen Sie ein in die Welt der Zerspanung mit Gühring! Unser digitales Nachschlagwerk bietet fundiertes Fachwissen im Wiki-Format. Von Bohren über Fräsen bis Gewinden beantworten wir die wichtigsten Fragen kurz und verständlich. Und für aktuellste Informationen wird unser Zerspanungs-Wiki kontinuierlich durch neues Wissen erweitert.
Begriffe beim Fräsen
Bohren
Grundsätzlich wird das Bohren nach DIN 8589-2 in folgende Kategorien unterteilt:
- Bohren ins Volle
- Profilbohren ins Volle
- Aufbohren
- Kernbohren
- Gewindebohren
- Unrundbohren
- Reiben
- Profilreiben
- Senken
Der neue StepPower: Maximale Perfektion beim Bohren von Hand
Bohrer
Das Bohren zählt zu den wichtigsten spanenden Fertigungsverfahren!
Ein Bohrer ist ein rotierendes Werkzeug, das zur Zerspanung unterschiedlicher Materialien wie Stahl, rostfreiem Stahl, Guss, Aluminium, Holz, Stein, Kunststoff, etc. eingesetzt wird. Demnach handelt es sich bei einem Bohrer um ein zylindrisches oder kegelförmiges Zerspanungswerkzeug zum Fertigen von zylindrischen Vertiefungen. Der Bohrer verfügt über eine ausgetüftelte Werkzeuggeometrie: An der Spitze des Bohrers befinden sich üblicherweise mindestens zwei geometrisch bestimmte Schneiden. Beim Bohren dringen diese Schneiden in einer kreisförmigen Bewegung in das Werkstück ein und heben Material in Form von Spänen ab. Da ein Bohrer um seine eigene Achse rotiert, erfolgt eine Modifikation der Schnittgeschwindigkeit über den Radius. Während die Schnittgeschwindigkeit am Umfang am größten ist, fällt sie zur Mitte hin auf Null ab. Daher ist die Spanbildung über den Querschnitt unterschiedlich, was sich in der relativ komplizierten Form der Bohrer widerspiegelt. Die Reibungswärme, die im Rahmen einer Bohroperation an der Bohrerschneide entsteht, wird häufig durch den Einsatz von inneren Kühlkanälen reduziert. Die Bohrer mit Kühlkanälen erreichen eine wesentlich höhere Zerspanleistung und Standzeit gegenüber Bohrern ohne innere Kühlung.
Neben den Bohrern mit klassischen Kühlkanälen bietet Gühring den RT 100 Trigon® VHM-Spiralbohrer mit dem innovativen Trigon-Kühlkanaldesign. Durch die einzigartige Form der Kühlkanäle werden Kühlmittelvolumen, Strömungsgeschwindigkeit und Strömungsrichtung optimiert und extreme Prozesstemperaturen optimal abgeführt. Im Vergleich zu klassisch runden Kühlkanälen wird das Kühlmedium gezielt an die meistbelasteten Bereiche des Werkzeugs, der Bohrhauptschneide und die Schneidecken, gelenkt. Wird ein Bohrer beschichtet, erhöht sich dadurch die Standzeit.
Im Jahr 1898 stellten wir bei Gühring den ersten HSS Bohrer her und sind seitdem unseren Anfängen treu geblieben. Heute reicht unsere Vielfalt an Bohrern vom Kleinstbohrer Ø 0,05 mm bis hin zu Sonderlösungen mit Ø 180 mm und von HSS (engl. „High Speed Steel“) bis VHM (Vollhartmetall). Unser Produktprogramm bietet im Bereich Bohren über 50.000 Artikel für jeden Einsatz.
Sie suchen den passenden Bohrer für Ihre Bearbeitung?
In wenigen Schritten haben Sie mit unserem Gühring Navigator den geeigneten Bohrer zur Hand. Oder besuchen Sie jetzt unseren Gühring Online-Shop
Wie ist ein Bohrer aufgebaut?
Der Bohrer ist ein rotierendes Werkzeug, das üblicherweise an der Spitze zwei Schneiden hat. Bei einer Kombination aus Dreh- und Vorschubbewegung dringen diese Schneiden in das zu bearbeitende Material ein und heben Späne ab. Diese Späne werden durch spiralförmige Spannuten nach oben aus der Bohrung heraus geleitet. Bei harten Werkstoffen und oder großen Durchmessern sollte die Drehzahl langsamer und bei weichen Werkstoffen und oder kleineren Durchmesser schneller gewählt werden.
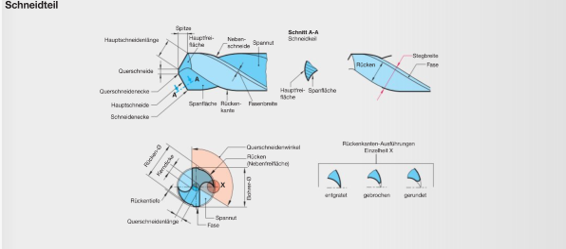
Grundsätzlich findet der Zerspanungsprozess an der Hauptschneide des Bohrers statt. Daher ist die Hauptschneide auch geometrisch der wichtigste Teil.
Der Spitzenwinkel wird durch die beiden Hauptschneiden gebildet.
Die Hauptfreifläche ergibt sich aus dem Freiwinkel. Dieser wird an das Bohrwerkzeug geschliffen, damit es überhaupt schneidet.
Die Schneidenecke ist der Übergang vom Spitzenwinkel zum Außendurchmesser.
Die Spanfläche ist der Teil des Bohrers, über den der Span nach dem Schneidprozess gleitet.
Die Nebenfreifläche (auch Rücken genannt) ergibt sich beim Schleifen der Führungsfase. Sie besitzt keine Funktion.
Sie haben Fragen zum Thema Bohrer, bzw. Bohren? Wir helfen Ihnen gerne weiter, oder stellen Ihnen in unserem Gühring Online-Shop eine umfassende Auswahl an Bohrwerkzeugen zur Verfügung, die Ihnen für jede Anforderung eine effiziente und leistungsstarke Lösung bieten.
Sie möchten sich ausführlich über das Thema Bohrer, bzw. Bohren informieren?
Registrieren Sie sich jetzt für unsere Gühring Online Academy und profitieren Sie von Trainings zu Fachthemen aus unserer Branche und natürlich zu unseren Produkten.
Als Entwickler und Hersteller von hochwertigen Hartmetallsorten und hochperformanten Schneidstoffen haben wir unser Produktprogramm im Bereich Bohrer, bzw. Bohren entsprechend ausgebaut und bieten in unserem Gühring Online-Shop über 50.000 Artikel.
Erfahren Sie mehr über die 4 Vorteile eines Zweischneiders im Vergleich zu Drei- und Vierschneidern
Bohrer – Warum brechen Bohrer ab?
Bei unzureichender Kühlung, rauen Nutoberflächen und falschen Werkzeuggeometrien kann es zu Spänestau in der Bohrung kommen, der ebenfalls einen Werkzeugbruch herbeiführen kann. Auch die Temperaturen, die während des Bohrens entstehen, können ein Grund sein.
Bohrer – Welche Bohrer für Edelstahl?
Bohrer – Welcher Bohrer für Metall?
Bohrer Arten
Dabei umfasst das Produktprogramm von Gühring im Bereich Bohrwerkzeuge folgende Arten von Bohrern:
- Spiralbohrer aus HSS und VHM
- Kleinstbohrer mit Durchmessern bis zu Ø 0,05 mm
- Wechselplatten-Bohrsysteme
- Tieflochbohrer für Durchmesser-Längen-Verhältnisse von bis zu 40xD
- Zentrierbohrer und NC-Anbohrer
- Stufenbohrer, Aufbohrer, Senkbohrer und Kegelsenker
Sie suchen den passenden Bohrer für Ihre Bearbeitung? In wenigen Schritten haben Sie mit unserem Gühring Navigator den geeigneten Bohrer zur Hand. Oder besuchen Sie jetzt unseren Gühring Online-Shop mit vielen verschiedenen Bohrer Arten. Unser Produktprogramm bietet im Bereich Bohren über 50.000 Artikel für jeden Einsatz.
Bohrer ausspitzen
Bohrer Beschichtung
Brauchen Sie für Ihre Werkzeuge und zum Thema Beschichtung eine Beratung? Gerne können Sie uns kontaktieren. Wir helfen Ihnen gerne weiter.
Majestätisch bohren: Kronenbohrer für Faserverbundwerkstoffe
Bohrer Drehzahl
Bohrer Innenkühlung
Bohrer mit Senker
Bohrer schärfen
Sie möchten Ihren Bohrer schärfen?
Durch unseren fachgerechten Nachschleifservice und dem Nachbeschichten mit Originalgeometrien und -schichten stellen wir die ursprüngliche Leistungskraft Ihres Werkzeugs wieder her. Denn auch das widerstandsfähigste Werkzeug nutzt sich bei harter Beanspruchung ab. Durch das Nachschleifen von Bohrern verlängert sich die Lebensdauer Ihrer Werkzeuge und Sie müssen also weit weniger Mittel für Neuanschaffungen einplanen, da modernste Schleif- und Schärftechniken abgenutzte Werkzeuge wieder in einen fast neuen Zustand versetzen. Gühring bietet durch sein breites Netz an Dienstleistungszentren in ganz Deutschland eine fachgerechte Wiederaufbereitung von Werkzeugen mit Originalgeometrien und -beschichtungen.
Sie brauchen Unterstützung bei dem Thema Bohrer schärfen, bzw. Wiederaufbereitung von Werkzeugen? Gerne helfen wir Ihnen weiter. Kontaktieren Sie uns jetzt.